您好,欢迎来到官网
设为首页
|
加入收藏
|
联系我们
首页
home
我们
us
新闻
news
产品
product
案例
case
服务
service
联系
contact
当前位置
:
主页
>
新闻
>
行业百科
>
新闻
NEWS
公司新闻
行业资讯
行业百科
联系我们 >
水泥厂常见电气设备的控制方法
作者:兆复安
点击:
次
发布时间:2021-10-04
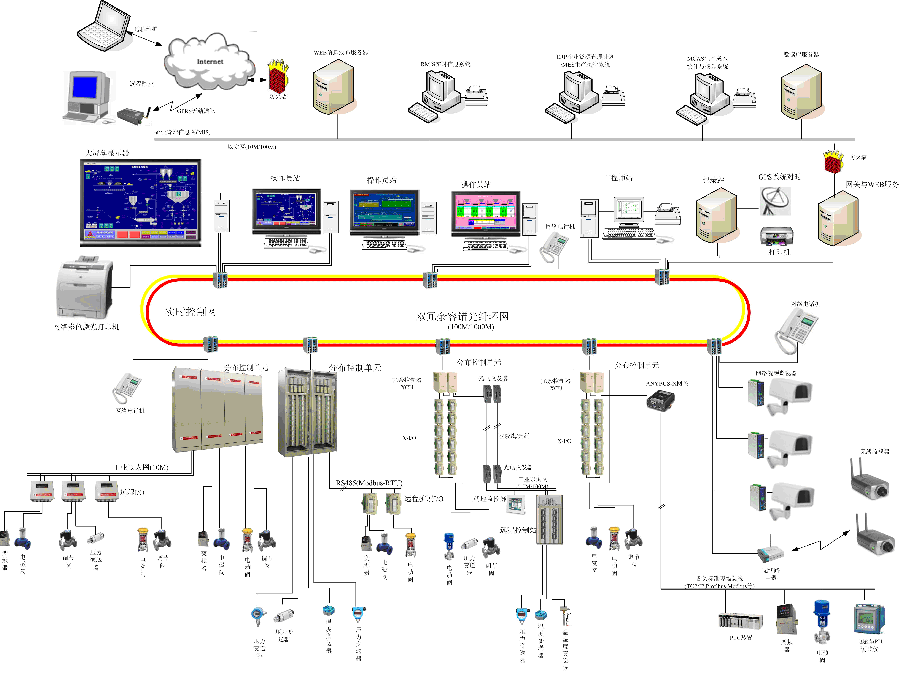
一、水泥厂常见电气设备的控制方法
1
.
普通电机的测点
备妥(RD):DI点,备妥,设备是否具备启动条件;
应答(RN):DI点;应答,设备是否运行;
驱动(DR):DO点;驱动,DCS是否给设备驱动;
2
.
基本控制原理:
设备有备妥后可以驱动,驱动后设备运行。其中要加各种联锁保护。
启动故障:设备驱动后在规定时间内没有返回应答,计算机自动产生故障,报警并停止驱动;
运行故障:设备驱动后,返回应答,驱动自保,运行期间应答丢失,超过规定时间,自动产生故障,报警,停止驱动;
安全联锁:电机本身的安全保护:如包括:综合故障;温度开关;速度开关;跑偏开关;撕裂等;
上位联锁:又名启动联锁,确保设备按照工艺顺序启动;
下位联锁:又名运行联锁,确保设备按照工艺顺序运行;如下位设备(参与顺序联锁)出现异常故障,将自动联锁停止本设备的驱动;
停车联锁:确保设备按照工艺顺序停车;允许停车命令的有效;
抖动:由于现场各种原因所引起的、进入计算机系统的测点信号出现异常现象。具体包括:测点信号瞬间间断、瞬间闭合、测量值超出正常范围等。
延时保护:安全联锁可以加延时输出保护;延时的时间可以定为1秒或适当的时间;在规定的延时内测点的抖动可以忽略不计,不参与联锁控制,一但超出规定时间,计算机系统将执行相应的联锁控制。同理下位联锁可以加延时断开保护。
3
.
组操作
将相关设备按照工艺要求合理分成若干组,进行成组控制,即成组启动、成组停车。
组的九种表示方式如下:
组备妥; 组启动命令; 组启动进行; 组停车命令; 组停车进行;
组故障; 组运行; 组解锁; 组状态。
例如,根据工艺流程,可以将粉磨工段分成若干组进行控制:
第一组:稀油站组
第二组:系统风机组
第三组:成品输送组
第四组:选粉机组
第五组:提升机组
第六组:磨主电机水电阻组
第七组:磨主电机组
第八组:喂料组
4
.
解锁
解锁后电机可脱离组控制,可以单独控制开停。
5
.
电机正反转
如 电动液压推杆;闸板阀等,属于正反转的设备。其测点包括:
备妥(RD);正向应答(RNF);反向应答(RNR);正向驱动(DRF);反向驱动(DRR);正向限位(LMF);反向限位(LMR);
另外每个正反转的电机应该有正反转选择(SEL)。
联锁保护:正反转电机用正反应答做保护,就是正转选择和正向应答与上或上正反转选择和反向应答与上做联锁;但电动液压推杆和闸板阀等电机应该特殊考虑,一般应该用正转限位或反转限位做联锁,但由于现场很复杂,由于多种原因,多数的限位开关都经常失灵,所以进入计算机系统的限位测点很难及时、准确;这时我们在做联锁的时候,就应要特殊考虑,用正反转选择做联锁保护,不要用限位做联锁,否则将会带来不必要的麻烦,还有一点也应注意,一般是驱动到限位后,应答先丢失,大约2秒后,限位才上来,这期间,不应该让设备产生运行故障,所以还应该考虑时间问题。
闸板阀随组启动打开;随组停车关闭;
6
.
高压电机
控制
高压电机和低压电机的控制比较接近,不同的是增加了一些高压控制保护:
FT1 事故跳闸
FT2 综合过电流继电器故障
FT3 失电报警
FT4 跳闸回路断线
FT5 热过载
高压电机出现故障时,可以从计算机上查找这些高压保护动作了没有。另外高压电机还增加了电机轴承、转子、定子等温度监视,当温度超过规定值时,计算机保护动作,将自动取消高压电机的驱动,各种保护的数值为:
轴承温度保护:75℃
定子温度保护:120℃
转子温度保护:120℃
高压风机启动加相关阀门关限位联锁为启动联锁。
7
.
变频电机控制
变频调速电机一般有原料选粉机、喂料皮带电机等。这些电机都有自己的变频控制装置,只需要计算机系统的驱动和速度给定,且在驱动之前,速度给定要回零。
8
.
直流调速电机的控制
窑主电机、篦冷机篦床一段、二段电机、高温风机等,可以选配直流调速电机。先驱动主回路,应答返回,按照规定时间延时,再驱动控制回路。
9
.
阀门的控制
一、模拟量阀门:有模拟量的给定和反馈;
二、混合控制阀门:是有模拟量的反馈和阀门的开、关驱动;
三、电动门:是电动阀门只有开和关驱动;
软件控制可以取消绝大多数的硬伺服放大器及硬手操器,对电动阀门的控制,常用方法是执行机构+硬伺服放大器+硬手操,然后由DCS输出4~20MA(0~10MA)信号给硬手操。MACS系统的软件设计,完全可以取消硬伺服及硬手操,改由它提供的软伺服+软手操代替。直接用设定值和阀门的反馈进行比较,将偏差再和死区比较来决定阀门的开和关,控制反馈值和设定值的偏差在死区范围内。
对于行程时间在30秒以上,或定位精度不高于1%的执行机构,建议:取消硬伺服及硬手操,改由MACS系统提供的软伺服加软手操代替。对于行程时间在10秒以下,或定位精度高于1%的执行机构,可选择使用回路控制板。
二、各工段控制方案
1
.
生料粉磨
生料配料调速皮带秤定量给料的自动控制。可取消机旁的秤体控制器,由DCS完成标定、计量功能。
生料X荧光分析仪与生料配比的闭环自动控制。
生料磨机负荷与产量的闭环自动控制。
生料磨机出口风温与入口冷热风阀的闭环自动控制。
各分组设备的解/联锁启停控制及保护。
各稀油站的启停控制及保护。
2
.
煤粉制备
窑头和窑尾给煤的自动稳流。
煤磨出口风温与入口冷热风阀的闭环自动控制。
煤粉称重仓的自动稳流。
各分组设备的解/联锁启停控制及保护。
3
.
烧成窑尾
生料均化库定时充气和卸料自动控制。
生料称重仓重量与均化库底卸料的闭环自动控制。
电收尘与C1筒(或C5筒)CO含量的联锁保护。
增湿塔出口温度与喷水量(或回水量)的闭环自动控制。
C1筒出口风压与高温风机转速的闭环自动控制。
窑尾预热器的自动定时吹堵和堵料预报警。
分解炉出口温度与窑尾给煤量的闭环自动控制。
各分组设备的解/联锁启停控制及保护。
4
.
烧成窑头
窑头罩压力与窑头排风机转速(或排风阀开度)的闭环自动控制。
篦冷机一室篦下压力与篦速的闭环自动控制。
各分组设备的解/联锁启停控制及保护。
篦冷机灰斗卸料的手自动控制。
各分组设备的解/联锁启停控制及保护。
5
.
水泥粉磨
水泥配料调速皮带秤定量给料的自动控制。可取消机旁的秤体控制器,由DCS完成标定、计量功能。
水泥磨机负荷(球磨机)与产量的闭环自动控制。
辊压机的启停控制及保护。
各分组设备的解/联锁启停控制及保护。
各稀油站的启停控制及保护。
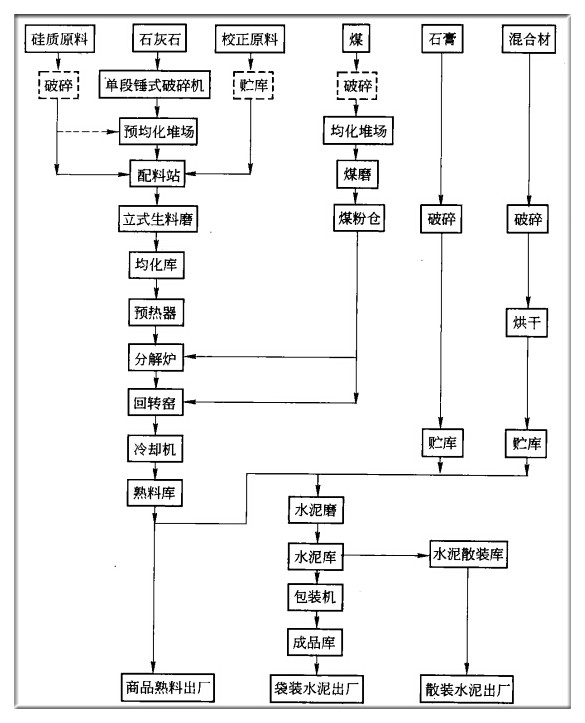
三,水泥生产工艺流程图(仅供参考)
友情链接:
玮盈科技
环卫车厂
公路护栏网
耐磨陶瓷管道
哈弗H9改装86
保定财经
顺企网店铺
我们
|
新闻
|
产品
|
案例
|
服务
|
联系
|
© 2016 版权所有
鄂ICP备17006857号-1